Wartość uderzenia: ≥25J.
2. Białe żelazo o wysokiej zawartości Cr : BTMCr15Mo, BTMCr20Mo, BTMCr26Mo: Twardość: ≥HRC56,
Wartość uderzenia: ≥ 5J.
3. Twarde żelazo białe: AS2027 NiCr2-500, AS2027 NiCr1-550, AS2027 NiCr4-500, AS2027 NiCr4-600, AS2027 NiCr4-630AS2027 NiCr2-500, AS2027 NiCr1-550, AS2027 NiCr4-500, AS2027 NiCr4-600, AS2027 NiCr4
4. Stal o wysokiej Mn: ASTM A128 klasa C, klasa D, klasa E-1, klasa E-2. klasa F, klasa B, klasa B-1, klasa B-2, klasa B-3, klasa B-4, Klasa A.
Poziom jakości: zgodnie z normami krajowymi i międzynarodowymi.
Proces produkcyjny : Proces piaskowania Z odpowiednim procesem obróbki cieplnej (hartowania i odpuszczania) w celu osiągnięcia idealnej twardości i wartości udarności.
Cechy szczególne:
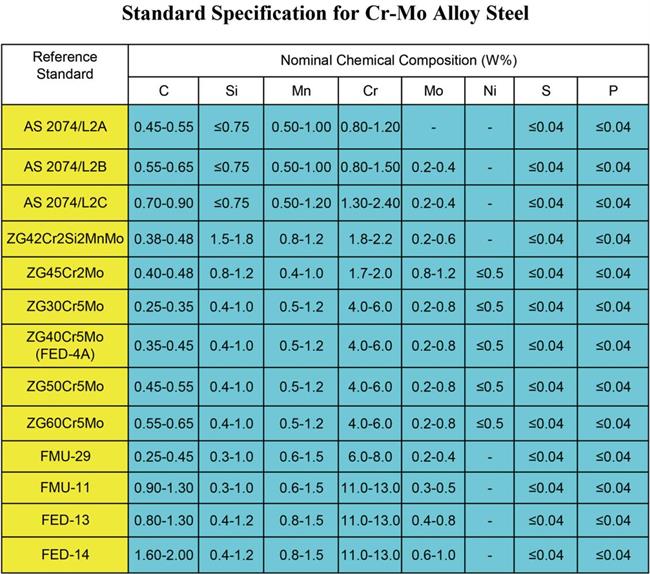
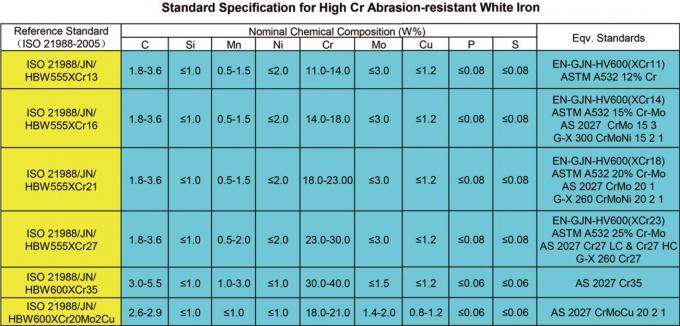
1. Wykonujemy odlewy ze stali stopowej Cr-Mo i żeliwa o wysokiej zawartości białego żelaza metodą piasków krzemianu sodu i piasków żywicznych.
2. Dostarczamy gotowe odlewy ze stali stopowej z obróbką cieplną i procesem obróbki.
3. Możemy produkować odlewy ze stali stopowej Cr-Mo i białego żelaza zgodnie z GB / T26651, GB / T 8263-1999, AS2074, AS2027, DIN 1695, AISI, ASTM, JIS G 5153, NF A32401, BS4844.
4. Możemy polecić odpowiednie klasy materiałów części zużywających się zgodnie z twoimi specyficznymi warunkami pracy.
5. Standard chemiczny dla materiałów z białego żelaza o wysokiej zawartości niklu .
| ISO 21988 / JN / | HBW | do | Si | Mn | P. | S. | Ni | Cr |
| HBW480Cr2 | 480 | 2,5-3,0 | 0,8 | 0,8 | 0,10 | 0,10 | 3,0–5,5 | 1,5-3,0 |
| HBW500Cr9 | 500 | 2,4-2,8 | 1,5–2,2 | 0,2-0,8 | 0,06 | 0,06 | 4.0–5.5 | 8,0–10,0 |
| HBW510Cr2 | 510 | 30.-3.6 | 0,8 | 0,8 | 0,10 | 0,10 | 3,0–5,5 | 1,5-3,0 |
| HBW555Cr9 | 555 | 2,5–3,5 | 1,5–2,5 | 0,3-0,8 | 0,08 | 0,08 | 4.5–6.5 | 8,0–10,0 |
| HBW630Cr9 | 630 | 3.2–3.6 | 1,5–2,2 | 0,2-0,8 | 0,06 | 0,06 | 4.0–5.5 | 8,0–10,0
|
Proces produkcji
Krok 1: Otrzymywanie zamówień.
Krok 2: Opracowanie projektu przez dział techniczny
Krok 3: Zakup surowców oraz tworzenie i sprawdzanie wzorów
Krok 4: Kontrola surowców
Krok 5: Topienie w piecach indukcyjnych średniej częstotliwości
Krok 6: Analiza kadzi za pomocą spektrometru
Krok 7: Odtlenianie, usuwanie żużla, spuszczanie
Krok 8: Wylewanie
Krok 9: Otwieranie i filtrowanie
Krok 10: Kontrola powierzchni i wymiarów
Krok 11: Obróbka cieplna
Krok 12: Kontrola właściwości fizycznych (test UT, test MT, twardość, wartość udarności µstruktura)
Krok 13: Pakowanie
Krok 14: Wysyłka


1. 18-letnie doświadczenie w odlewnictwie.
2. Przyjazna i wysoce wydajna komunikacja techniczna i handlowa.
3. Profesjonalne praktyki eksportowe: Wyeksportowałem do +60 krajów zamorskich.
Nasze targi 
Nasze stoisko nr 14-A29-5 w Newcast 2015, Niemcy
Pawilon 14, stoisko nr A29-5.
Skontaktuj się z nami, aby uzyskać dodatkowe informacje na temat produktów i usług:
Mr.John Liu
Menadżer projektu
Tel .: 0086–188 0059 6372
Faks: 0086-510-6879 2172
E-mail: cast@ebcastings.com ; ebcastings@163.com
Identyfikator Skype: julia.zhu26
QQ: 217039 6403
www.ebcastings.com
Eternal Bliss Alloy Casting & Forging Co., LTD.
Dodaj .: J-Sci-Tech Park, Binhu District, Wuxi, 214122, Jiangsu, Chiny

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!